钢材知识
浅析H13模具钢的强韧化热处理方法
浅析H13模具钢的强韧化热处理方法
H13模具钢是压铸模具钢,执行标准GB/T1299—2000;中国牌号4Cr5MoSiV1;H13模具钢是在碳工钢的基础上加入合金元素而形成的钢种。抚顺h13模具钢通常用于铝铸件用的压铸模,热挤压模,穿孔用的工具、芯棒、压机锻模;塑料膜等,还广泛应用于铝、铜及其合金的压铸模具,是国际上应用*为广泛的一种压铸模具钢。那么H13模具钢的强韧化热处理方法是怎样呢?
具体步骤:
1)将钢料放入电阻炉中,850-870℃,60-90s/每毫米钢材;
2)1090-1110℃,70-90s/每毫米钢材,油冷或空冷到室温
3)然后将钢料再次放入电阻炉中,700-720℃,90min,空冷到室温;
4)将钢料放入盐浴炉中,升温到940-960℃,60-90s/每毫米钢材;
5)将钢料取出迅速放入温度为730-750℃的盐浴炉中,60-90s/每毫米钢材,然后将钢料取出迅速放入940-960℃的盐浴炉中,60-90s/每毫米钢材;
6)重复进行步骤(5)3-5次后,空冷到室温;
7)将钢料放入回火炉中,600℃保温90min,空冷至室温;
8)将钢料再次放入回火炉中,580℃,90min,空冷至室温即得到成品,优点是晶粒明显细化,微观组织均匀,大尺寸碳化物减少,带状组织减轻。
需要注意:盐浴炉加热介质为100%NaCl。
现有技术:
H13热作模具钢具有优良的淬透性、淬硬性和良好高温性能,被广泛应用于热疲劳抗拉强度高、韧性好、温度<700℃条件下工作的模具。
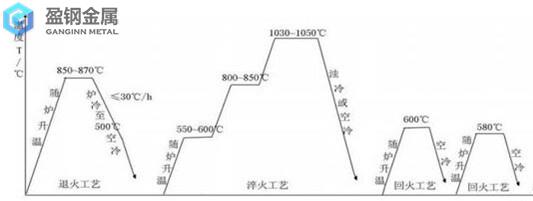
目前,传统的H13压铸模具钢热处理工艺为:随炉升温到850-870℃退火,保温一段时间后炉冷至500℃,空冷;再次加热到550-600℃保温一段时间,继续加热到800-850℃保温一段时间,继续加热到1030-1050℃保温一段时间,油冷或空冷,600℃回火处理,然后580℃回火处理,如果存在特殊需要还要进行第三次回火处理,经上述热处理工艺处理的H13,其性能基本满足常用模具的使用要求,但是针对大型、精密、复杂、需长期在高温条件下服役的热作模具钢来说,上述热处理工艺已经不能满足其使用要求,其碳化物及带状组织偏析严重,降低了压铸模具钢H13的强韧性。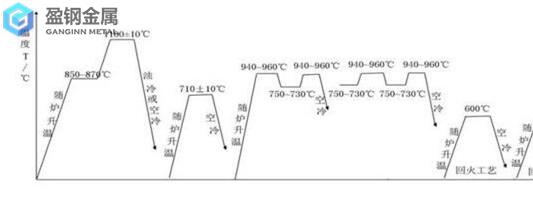
与现有技术相比优点在于:
(1)在传统的退火工艺后进行1090-1110℃高温处理,随后进行700-720℃保温处理,使得钢材中碳化物溶解的合金元素均匀化,且碳化物在基体上弥散析出,减少大尺寸碳化物的出现,带状组织得到减轻;
(2)在相变点附近采取盐浴炉循环反复进行保温处理,使得前次处理过程中晶粒在未形核的部位形核,已形核的晶粒得到进一步细化,微观组织均匀;
(3)在强度相当的情况下,塑性有较大提高,各种性能指标(ψ、δ、αK、KIC等)均有不同程度的提高。
传统热处理工艺与强韧化工艺处理后的力学性能
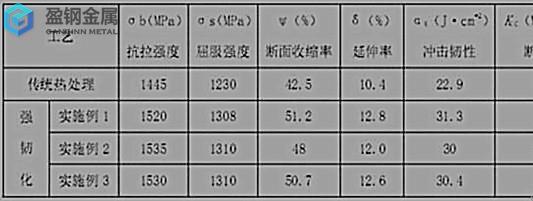 从表中的数据对比可以看出,通过上述技术处理的H13压铸模具钢与传统热处理工艺相比,抗拉强度σb平均提高了5.76%,断面收缩率σs平均提高了6.45%,延伸率ψ平均提高了17.57%,延伸率δ平均提高了19.87%,冲击韧性αK平均提高了33.48%,断裂韧性KIC平均提高了21.93%,各项性能指标均有较大幅度的提高,说明通过本技术处理的H13压铸模具钢的强韧性得到极大的加强。
从表中的数据对比可以看出,通过上述技术处理的H13压铸模具钢与传统热处理工艺相比,抗拉强度σb平均提高了5.76%,断面收缩率σs平均提高了6.45%,延伸率ψ平均提高了17.57%,延伸率δ平均提高了19.87%,冲击韧性αK平均提高了33.48%,断裂韧性KIC平均提高了21.93%,各项性能指标均有较大幅度的提高,说明通过本技术处理的H13压铸模具钢的强韧性得到极大的加强。
综上所述,通过推荐的这套热处理技术处理的压铸模具钢H13晶粒明显细化,微观组织均匀,大尺寸碳化物减少,带状组织减轻。
本文部分内容来源于网络,我们仅作为信息分享。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 ganginnts@163.com 举报,一经查实,本站将立刻删除。
